
Filtro prensa apilado VSPF








Filtro prensa apilado VSPF
Características del equipo
use una estructura apilada para las placas, use un dispositivo de guía auxiliar para que la operación sea más estable.
● Integrar el filtrado, la extrusión, el lavado, el secado al aire, la descarga de tortas y el lavado de telas.
● La presión de extrusión de hasta 1.6MPa, es ampliamente utilizada en el campo que tiene diferentes requisitos para la humedad de la torta.
● 4.Use el sistema de control de accionamiento hidráulico, haga que la operación sea estable y con bajo consumo de energía.
● Integrar PLC, HMI y sistema de control de instrumentos, etc. inteligentemente juntos, hace que el filtro sea más eficiente y fácil.
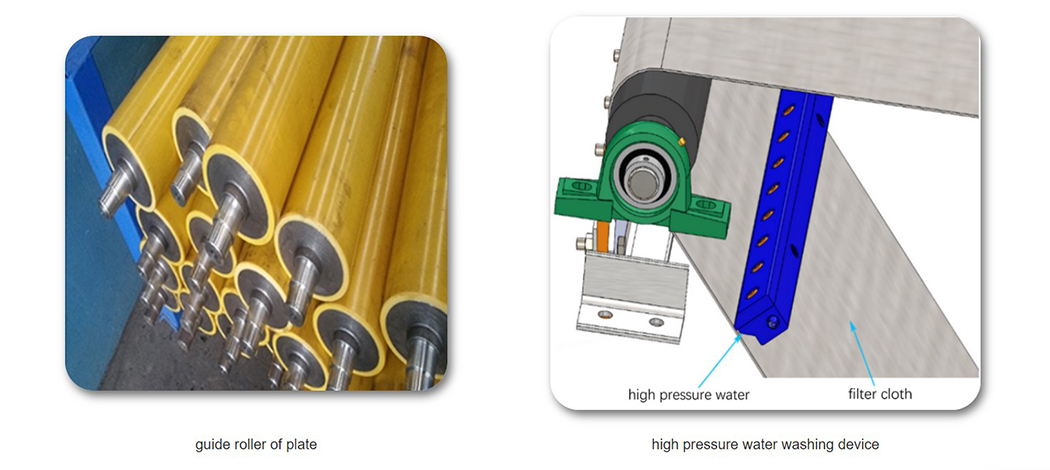
● Utilice un dispositivo de limpieza con agua a alta presión para que el lavado de la tela sea más efectivo.
● Diseño con cámara circular, la estructura más racional, la eficiencia más prominente.
Principio de operación
1 、 filtrado: cuando el grupo de placas se cierra, bombee la lechada para filtrar, use una manguera distribuida para alimentar la lechada a cada cámara de lechada y el filtrado pase a través de la tela para filtrar el marco y descargarlo, el sólido formó una torta en la superficie de la tela.

2 、 extrusión: el agua a alta presión alimenta la cámara superior del diafragma de goma, hace que el diafragma se expanda y extruya la torta y el líquido saldrá de la torta.

3、Lavado de pasteles: alimentación de agua de lavado en la cámara de lodo a través de la cubierta de la manguera distribuida en el pastel por completo, bajo presión, el agua de lavado pasa a través del pastel y la tela para descargar.

4 、 secado por aire: aire comprimido a través de la manguera distribuida que alimenta la cámara de lodo y presiona el diafragma de goma, hace que el agua a alta presión en el diafragma de goma se descargue, y el aire comprimido pasa a través de la torta y saca líquido para disminuir la humedad de la torta a el nivel más bajo.

5、Descarga de la torta: cuando termine el proceso de secado al aire, abra el grupo de placas, el sistema de accionamiento hace que la tela funcione y la torta se descargue en los dos lados del filtro al mismo tiempo.
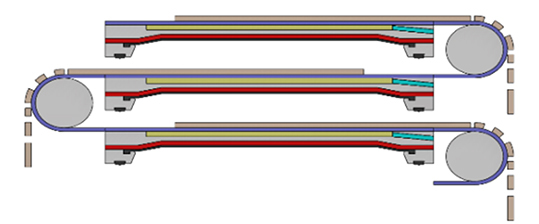
Nota: De acuerdo con las condiciones reales de uso, ajuste los tiempos de extrusión y el proceso de secado al aire.
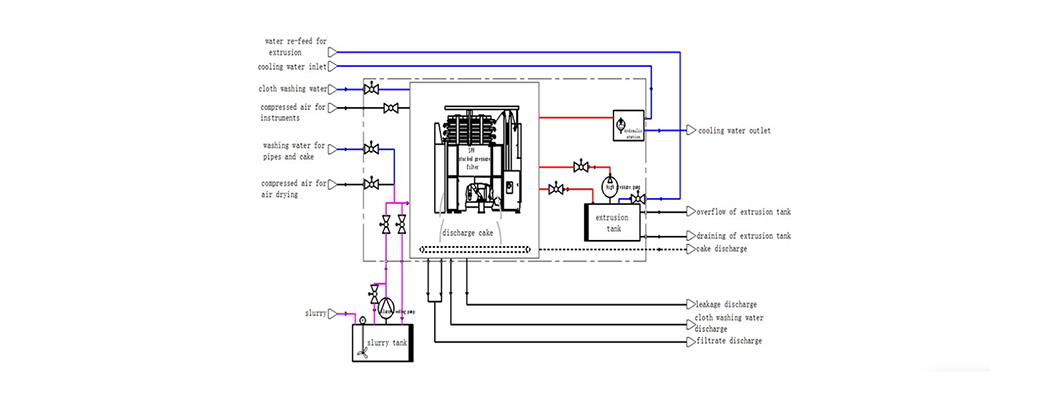
Diagrama de flujo del proceso
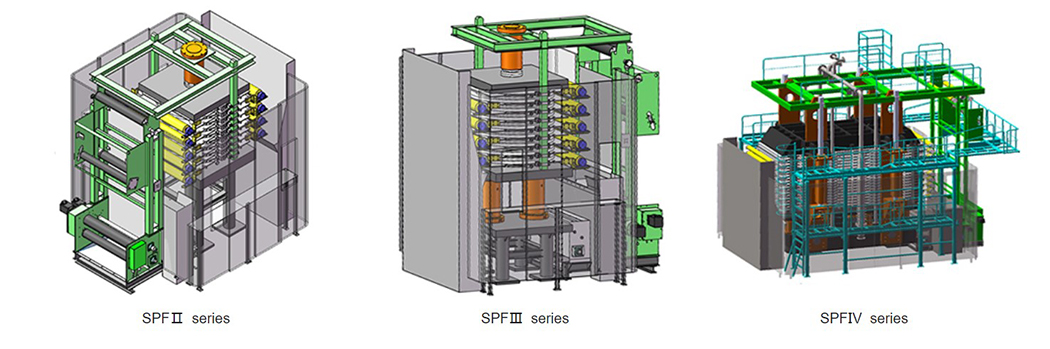
Serie de equipos
Especificación técnica
| Modelo/VFPSⅠ | VFPSⅠ-1 | VFPSⅠ-2 | VFPSⅠ-3 |
| Área de filtro/m2 | 1 | 2 | 3 |
| Tamaño de la placa/mm | 0,5 m2/capa | ||
| Cantidad de placa/capa | 2 | 4 | 6 |
| Longitud/m | 2.5 | ||
| Ancho/m | 1.5 | ||
| Altura/m | 2 | 2.2 | 2.5 |
| Peso/T | 8 | 9 | 10 |
| Potencia/KW de la estación hidráulica | 7.5 | ||
| Altura de la bomba de extrusión/m | 167 | ||
| Caudal de la bomba de extrusión m3/h | 8 | ||
| Potencia de la bomba de extrusión/KW | 7.5 | ||
Datos de equipos auxiliares
| Cabezal de bomba de lavado de tuberías/m | 70 | ||
| Caudal bomba lavado tubería m3/h | 10 | ||
| Cabezal de bomba de lavado de telas/m | 70 | ||
| Caudal de la bomba de lavado de telas m3/h | 10 | ||
| Cabezal/m de la bomba de alimentación de lodos | 70 | ||
| Bomba alimentación purines caudal m3/h | Según los datos del purín a elegir | ||
| Presión de secado al aire/Mpa | 0.8 | ||
| Caudal del compresor de aire para secado de aire m3/min | 0.5 | 1 | 1.5 |
| Volumen del tanque de secado de aire/m3 | 1 | 2 | 3 |
| Presión de aire para instrumentos/Mpa | 0.7 | ||
| Caudal del compresor de aire para instrumentos m3/min | 0.3 | ||
| Volumen del tanque de aire de los instrumentos/m3 | 0.5 | ||
| Observación: la dimensión del contorno del equipo es el tamaño básico, pero no el tamaño de los detalles, por lo que este tamaño es solo para referencia.Diferente material de placa, el filtro tendrá diferente altura y peso.Los datos del equipo auxiliar solo como referencia, cambiarán según el rendimiento del filtro en diferentes lodos. | |||
Especificación técnica
| Modelo | VSPFⅡ-3 | VSPFⅡ-6 | VSPFⅡ-9 | VSPFⅡ-12 | VSPFⅡ-15 | VSPFⅡ-18 | VSPFⅡ-21 | VSPFⅡ-24 |
| área de filtro/m2 | 3 | 6 | 9 | 12 | 15 | 18 | 21 | 24 |
| tamaño de la placa/mm | 1,5 m2/capa | |||||||
| cantidad de placa/capa | 2 | 4 | 6 | 8 | 10 | 12 | 14 | 16 |
| longitud/m | 3.7 | |||||||
| ancho/m | 4.1 | |||||||
| altura/m | 2.6 | 2.8 | 3.2 | 3.7 | 4.2 | 4.6 | 5.1 | 5.5 |
| peso/T | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 |
| potencia de la estación hidráulica/KW | 11 | |||||||
| Altura de la bomba de extrusión/m | 28 | |||||||
| Caudal de la bomba de extrusión m3/h | 136 Nota: si la presión de extrusión es superior a 1,3 MPa, este dato es 164 | |||||||
| Potencia de la bomba de extrusión/KW | 11 Nota: si la presión de extrusión supera los 1,3 MPa, este dato es 15 | |||||||
Datos de equipos auxiliares
| Cabezal de bomba de lavado de tuberías /m | 68 | |||||||
| Caudal de la bomba de lavado de tuberías m3/h | 20 | |||||||
| Cabezal de bomba de lavado de telas/m | 70 | |||||||
| Caudal de la bomba de lavado de telas m3/h | 12 | |||||||
| Cabezal/m de la bomba de alimentación de lodos | 70 | |||||||
| Caudal de la bomba de alimentación de purines m3/h | Según los datos del purín a elegir | |||||||
| Presión de secado al aire/Mpa | 0.8 | |||||||
| Caudal del compresor de aire para secado de aire m3/min | Según los datos del purín a elegir | |||||||
| Volumen del tanque de secado de aire/m3 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Presión de aire para instrumentos/Mpa | 0.7 | |||||||
| Caudal del compresor de aire para instrumentos m3/min | 0.5 | |||||||
| Volumen del tanque de aire de los instrumentos/m3 | 1 | |||||||
| Observación: la dimensión del contorno del equipo es el tamaño básico, pero no el tamaño de los detalles, por lo que este tamaño es solo para referencia.Diferente material de placa, el filtro tendrá diferente altura y peso.Los datos del equipo auxiliar solo como referencia, cambiarán según el rendimiento del filtro en diferentes lodos. | ||||||||
Especificación técnica
| Modelo VSPFⅢ | VSPFⅢ-18 | VSPFⅢ-24 | VSPFⅢ-30 | VSPFⅢ-36 | VSPFⅢ-42 | VSPFⅢ-48 | VSPFⅢ-54 | VSPFⅢ-60 | VSPFⅢ-66 |
| área de filtro/m2 | 18 | 24 | 30 | 36 | 42 | 48 | 54 | 60 | 66 |
| tamaño de la placa/mm | 3,0 m2/capa | ||||||||
| cantidad de placa/capa | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 |
| longitud/m | 5.1 | ||||||||
| ancho/m | 5.5 | ||||||||
| altura/m | 4.3 | 4.5 | 4.9 | 5.4 | 5.8 | 6.3 | 6.8 | 7.2 | 7.7 |
| peso/T | 31 | 33 | 35 | 37 | 39 | 41 | 43 | 45 | 47 |
| potencia de la estación hidráulicaKW | 22 | ||||||||
| Altura de la bomba de extrusión/m | 40 | 55 | |||||||
| Caudal de la bomba de extrusión m3/h | 136 Nota: si la presión de extrusión es superior a 1,3 MPa, este dato es 162 | 135 Nota: si la presión de extrusión es superior a 1,3 MPa, este dato es 166 | |||||||
| Potencia de la bomba de extrusión/KW | 15 Nota: si la presión de extrusión supera los 1,3 MPa, este dato es 18,5 | 22 Nota: si la presión de extrusión supera los 1,3 MPa, este dato es 30 | |||||||
Datos de equipos auxiliares
| Cabezal de bomba de lavado de tuberías/m | 65 | ||||||||
| Caudal bomba lavado tubería m3/h | 26 | ||||||||
| Cabezal de bomba de lavado de telas/m | 70 | ||||||||
| Caudal de la bomba de lavado de telas m3/h | 16 | ||||||||
| Cabezal/m de la bomba de alimentación de lodos | 70 | ||||||||
| Bomba alimentación purines caudal m3/h | Según los datos del purín a elegir | ||||||||
| Presión de secado al aire/Mpa | 0.8 | ||||||||
| Caudal del compresor de aire para secado de aire m3/min | Según los datos del purín a elegir | ||||||||
| Volumen del tanque de secado de aire/m3 | 8 | 10 | 10 | 12 | 12 | 15 | 15 | 20 | 20 |
| Presión de aire para instrumentos/Mpa | 0.7 | ||||||||
| Caudal del compresor de aire para instrumentos m3/min | 0.5 | ||||||||
| Volumen del tanque de aire de los instrumentos/m3 | 1 | ||||||||
| Observación: la dimensión del contorno del equipo es el tamaño básico, pero no el tamaño de los detalles, por lo que este tamaño es solo para referencia.Diferente material de placa, el filtro tendrá diferente altura y peso.Los datos del equipo auxiliar solo como referencia, cambiarán según el rendimiento del filtro en diferentes lodos. | |||||||||
Especificación técnica
| Modelo VSPFⅣ | VSPFⅣ-60 | VSPFⅣ-72 | VSPFⅣ-84 | VSPFⅣ-96 | VSPFⅣ-108 | VSPFⅣ-120 | VSPFⅣ-132 | VSPFⅣ-144 | VSPFⅣ-156 | VSPFⅣ-168 |
| Área de filtro/m2 | 60 | 72 | 84 | 96 | 108 | 120 | 132 | 144 | 156 | 168 |
| Tamaño de la placa/mm | 6m2/capa | |||||||||
| Cantidad de placa/capa | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 26 | 28 |
| Longitud/m | 7.1 | |||||||||
| Ancho/m | 5.5 | |||||||||
| Altura/m | 5.4 | 5.8 | 6.2 | 6.6 | 6.9 | 7.2 | 7.6 | 7.9 | 8.3 | 8.6 |
| Peso/T | 92 | 96 | 100 | 104 | 108 | 112 | 116 | 120 | 124 | 128 |
| Potencia/KW de la estación hidráulica | 30 | 37 | ||||||||
| Altura de la bomba de extrusión/m | 110 | 150 | ||||||||
| Caudal de la bomba de extrusión m3/h | 126 Nota: si la presión de extrusión supera los 1,3 MPa, este dato es 168 | 128 Nota: si la presión de extrusión es superior a 1,3 MPa, este dato es 162,5 | ||||||||
| Potencia de la bomba de extrusión/KW | 37 Nota: si la presión de extrusión supera los 1,3 MPa, este dato es 45 | 55 Nota: > 1.3MPa, este dato es 75 | ||||||||
Datos de equipos auxiliares
| Cabezal de bomba de lavado de tuberías/m | 72 | |||||||||
| Caudal de la bomba de lavado de tuberías m3/h | 36 | |||||||||
| Cabezal de bomba de lavado de telas/m | 70 | |||||||||
| Caudal de la bomba de lavado de telas m3/h | 20 | |||||||||
| Cabezal/m de la bomba de alimentación de lodos | 70 | |||||||||
| Caudal de la bomba de alimentación de purines m3/h | Según los datos del purín a elegir | |||||||||
| Presión de secado al aire/Mpa | 0.8 | |||||||||
| Caudal del compresor de aire para secado de aire m3/min | Según los datos del purín a elegir | |||||||||
| Volumen del tanque de secado de aire/m3 | 20 | 20 | 25 | 30 | 35 | 35 | 40 | 40 | 45 | 45 |
| Presión de aire para instrumentos/Mpa | 0.7 | |||||||||
| Caudal del compresor de aire para instrumentos m3/min | 1 | |||||||||
| Volumen del tanque de aire de los instrumentos/m3 | 2 | |||||||||
| Observación: la dimensión del contorno del equipo es el tamaño básico, pero no el tamaño de los detalles, por lo que este tamaño es solo para referencia.Diferente material de placa, el filtro tendrá diferente altura y peso.Los datos del equipo auxiliar solo como referencia, cambiarán según el rendimiento del filtro en diferentes lodos. | ||||||||||
Campos de aplicación
Es ampliamente utilizado en aguas residuales urbanas, impresión y teñido de textiles, galvanoplastia, fabricación de papel, cuero, elaboración de cerveza, procesamiento de alimentos, lavado de carbón, industria petroquímica, química, metalurgia, separación de minerales, farmacia, deshidratación de lodos de la industria cerámica, etc. producción de la industria separación sólido-líquido o proceso de lixiviación de líquidos.
| No. | Nombre del material | Solidez del alimento (g/l) | Presión de agua de extrusión (MPa) | Grosor de la torta (mm) | Humedad de la torta (%) | Capacidad kg/m2.h |
| 1 | 4A-zeolita | 150~295 | 1.4 | 35 | 19~22 | 190~200 |
| 2 | sulfureto | ≈50 | 1.2 | 30 | 30 | 120 |
| 3 | Guiar | ≈50 | 1.2 | 30 | 15~20 | 35 |
| 4 | escoria de cobre | 600 | 1.6 | 40 | 8 ~ 9 | 310 |
| 5 | sulfato de aguas residuales | 80 | 1.6 | 45 | 28~35 | 120~175 |
| 6 | Relaves de oro de calcinación | 300 | 1.6 | 35 | 14~18 | 300~340 |
| 7 | Hidróxido de aluminio superfino | 15~20% | 1.6 | 20 | 29,5~32 | 65 |
| 8 | concentración de Cu-Ni | 66.7 | 1.6 | 30 | 9.78 | 257 |
| 9 | Concentración de cobre | 45~50 | 1.6 | 35 | 7.6 | 360 |
| 10 | concentración de ni | 45~50 | 1.6 | 30 | 8 | 300~400 |
| 11 | Fundición de tantalio-niobio | 1.6 | 20~25 | 200 | ||
| 12 | Baba de carbón | 30~35% | 1.6 | 30 | 16~17 | 300 |
| 14 | Relaves de oro después de la flotación | 20~30% | 1.6 | 35 | 12~18 | 300 |
| 15 | manitol | 1.5 | 12 | 35 | ||
| 16 | polvo de óxido de zinc | 57% | 1.6 | 18 | 20 | 90 |
| 17 | Residuos de lixiviación de óxido de zinc | 50% | 1.6 | 10 | 18~20 | 70 |
| 18 | concentrado de azufre | 10% | 1.6 | 20 | 25~35 | 200 |
Estructura del equipo
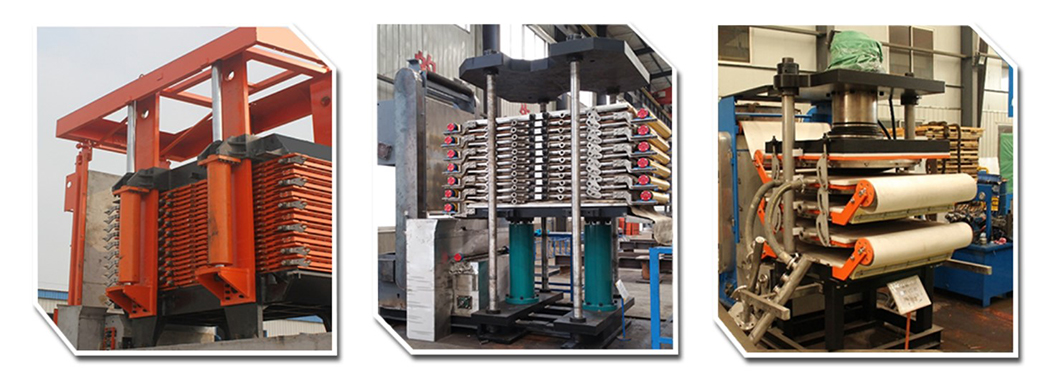
Estructura del grupo de placas
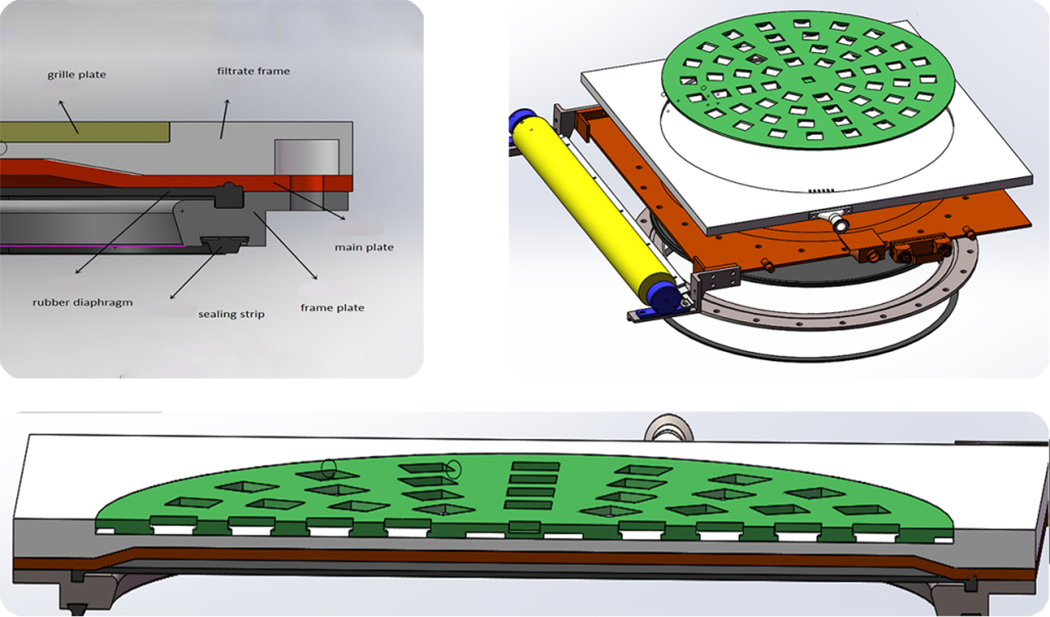
Fabricación de imágenes

Partes principales

Uso del sitio

-

Filtro de banda de vacío horizontal DU
-

Hidrociclón para clasificación de minerales
-

Separador Magnético para Separación de Minerales Magnéticos...
-

Criba de alta frecuencia para separación de minerales
-

Pantalla de deshidratación para la deshidratación de relaves de mineral
-

Clasificador en Espiral para Separación de Materiales





